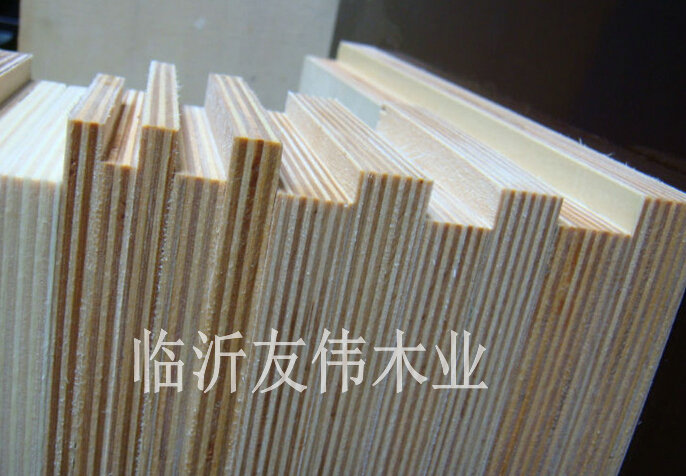
胶合包装板是以胶合板为主要基材制作的工业包装材料,主要用于设备、仪器、零件等运输包装箱的制造。胶合包装板的制作方法分为以下几步骤:
一、原料准备与单板加工
1.原木选择与截断
选用纹理直、无缺陷的硬木,按成品尺寸加余量截断木段。
2.旋切单板
通过旋转剥皮机将原木切削成连续薄片,芯板厚度1.6-2.2mm,面背板0.6mm,旋切损耗率约15%-20%。
二、干燥与胶合处理
1.单板干燥
高含水率单板需要烘干至8%-12%,防止热压时起泡或变形。
2.涂胶与组胚
采用脲醛树脂胶(120-150℃)或酚醛树脂胶(150-180℃),涂胶量200-250g/m²。
相邻单板纹理交叉90°铺贴,通过真空吸盘自动组坯,效*率达410张/小时。
三、热压成型
1.工艺参数控制
温度:硬木胶合板140-160℃;软木胶合板120-140℃。
压力:硬木胶合板2.5-3MPa;软木胶合板1.5-2MPa。
时间:硬木胶合板1.2-1.5min/mm;软木胶合板0.8-1.2min/mm。
2.预压与精加工
多层热压前需冷压预粘合,热压后裁边、砂光,含水率6%-8%。
四、质量控制要点
胶合强度:酚醛树脂胶合板沸水煮4小时不开裂。
平整度:热压后板面弯曲度≤1.5mm/m。
以上是胶合包装板的制作方法,希望对你有帮助。